R09 Injection Molding Robot
High-Precision, Efficient, and Flexible Automation for Plastic Production
Automate your injection molding process with the R09 robot. Designed for high-speed, precise handling of plastic parts, it supports multiple materials and shapes, increasing throughput and reducing manual labor.
Core Advantages
Precision Handling – ±0.05 mm repeat positioning accuracy ensures consistent gripping and placement.
Efficient Operation – Dual-arm, dual-station design enables simultaneous processing, with fast cycle times (~5.6 s) and 1.5 s gripping.
Flexible Gripping – End effector with 4 suction cups + 2 mechanical grippers adapts to different shapes and sizes.
Compact and Easy-to-Integrate – Modular design fits standard injection molding setups, simplifying installation.
Technical Specifications
|
Parameter Category |
Specific Specification |
|
Traverse Stroke |
1500 mm |
|
Pull-out Stroke |
P: 520 / R: 520 mm |
|
Vertical Stroke |
950 mm |
|
Fixture Type |
4 Suction + 2 Gripping |
|
Repeat Positioning Accuracy |
±0.05 mm |
|
Maximum Load |
8 kg |
|
Power Capacity |
2.91 KVA |
|
Equipment Weight |
246 kg |
Applications
Injection Molding Automation – Home appliance housings, 3C electronics parts, daily-use plastics
Automotive Components – Interior panels, trims, instrument panels, grilles
Electronics Manufacturing – Phone frames, laptop housings, connectors, camera brackets
Material Flexibility – Supports general-purpose, engineering, reinforced, flame-retardant, and high-gloss plastics

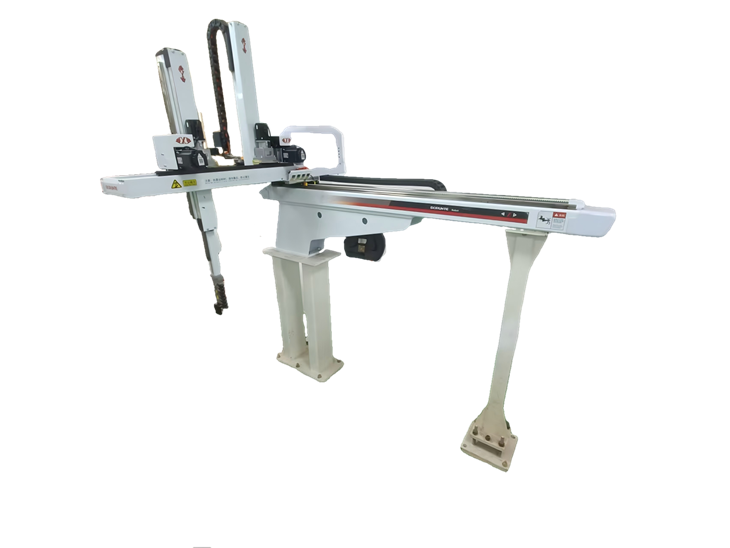
On-Site Simulation and Structural Close-Up Display

Figure 2.1 On-site Physical Object Diagram

Teach pendant

Raise the base
FAQ
Hot Tags: r09 injection molding robot, China r09 injection molding robot manufacturers, suppliers, factory, R09 Injection Molding Robot, injection molding robot arm





